Co si přesně představit pod pojmem soustružnický nůž
Strojírenská výroba má v České republice mnohaletou tradici, vzpomeňme například výrobní závody ČKD nebo Tatra, kde se již za první republiky rodily tramvaje, lokomotivy a osobní automobily. K základním výrobním sférám tohoto průmyslového odvětví patří i soustruhy, které opracovávají převážně osově souměrné výrobky.
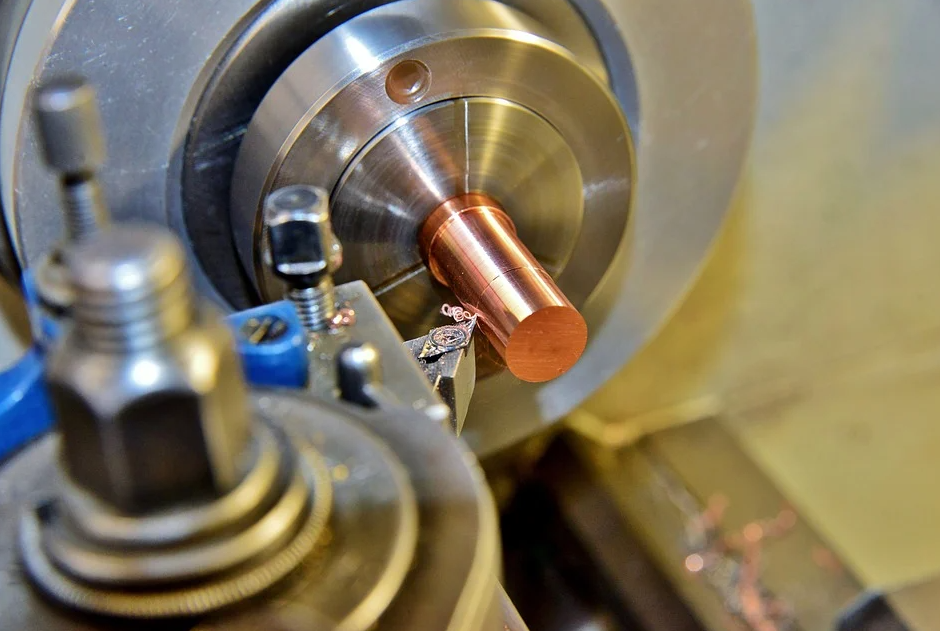
Pracovní činnost a posuv řezného nástroje
Ve strojírenství patří právě soustružnický nůž I-nastroje.cz mezi řezné nástroje velmi širokého rozpětí, podobně jako např. frézy a protahovací trny.
Podle tohoto kritéria dělíme soustružnické nože na několik typů, s nimiž můžeme provádět různé obráběcí operace. Je totiž rozdíl mezi tím, jak se opracovává vnější rovná válcová část obrobku a různé drážky, závity, zaoblení a rádiusy, kolmé a čelní plochy atd. Známe tedy jak klasické hladicí nože, tak i zahnuté rohové, osazené uběrací, obrážecí, upichovací, kotoučové, rádiusové, tvarové, závitové, oboustranné nebo vnitřní.

Kromě odborných termínů se však častěji setkáváme s výrazy slangovými, jako jsou uběráky, roháky, zapichováky, hladíky a špičáky.
Dělení podle materiálu řezné části
Každý, kdo uvažuje o pořízení tohoto nástroje, by měl znát základní dělení i podle způsobu zpracování řezné části. Původní výroba soustružnických nožů spočívala v nástrojové rychlořezné oceli třídy 19, která byla svým chemickým složením po tepelné úpravě (kalení a popouštění) dostatečně pevná a odolná pro obrábění kovových materiálů (konstrukční a legované oceli, slitiny hliníku, mosazí, bronzů).
Později se výroba rozšířila i na speciální nástroje s letovanými destičkami ze slinutých karbidů. Slinutým karbidem rozumíme velmi houževnatý a tvrdý materiál složený z karbidu wolframu, tantalu, niobu a titanu a pojiva z kobaltu. Tímto způsobem lze opracovávat i kovy náročnější na opracování, kdy je nástroj odolnější a má i dlouhou životnost.